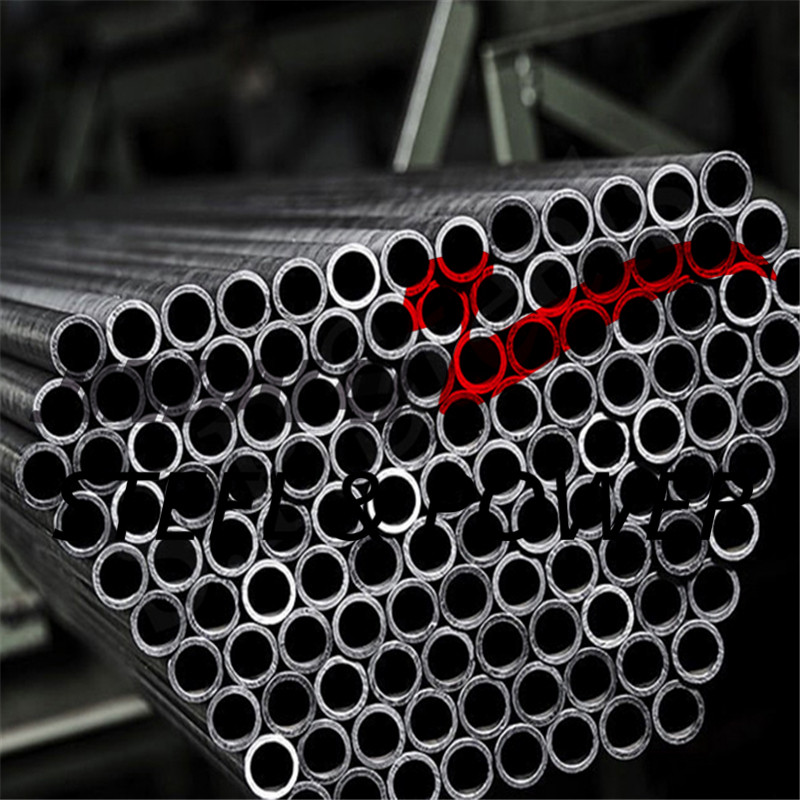
Glavne značilnosti visoko precizne svetle cevi
Visoka natančnost, odlična svetlost, brez rje, brez oksidne plasti, brez razpok in drugih napak, visoka čistost notranjih sten. Visokotlačne cevi iz ogljikovega jekla so sposobne prenesti visok tlak, brez deformacij po hladnem upogibanju, brez razpok po razširitvi in sploščenju. Izvedljiva je lahko zapletena geometrijska oblika in obdelava.
Glavna uporaba visoko natančne svetle cevi
Precizne cevi za hidravlične sisteme, avtomobile, dizelske motorje, stroje in druga področja, ki zahtevajo visoko natančnost, čistočo in visoke mehanske lastnosti.
EN 10305-1 Kemijska sestava (%)
| Vrsta jeklaIme | JekloŠtevilka | C(% maks.) | Si (% maks.) | Mn (% maks.) | P (% maks.) | S (% maks.) |
| E215 | 1,0212 | 0,10 | 0,05 | 0,70 | 0,025 | 0,015 |
| E235 | 1,0308 | 0,17 | 0,35 | 1,20 | 0,025 | 0,015 |
| E355 | 1,0580 | 0,22 | 0,55 | 1,60 | 0,025 | 0,015 |
EN 10305-1 Mehanske in tehnološke lastnosti
| Meja tečenja(min. MPa) | Natezna trdnost(min. MPa) | Raztezek(min. %) |
| 215 | 290–430 | 30 |
| 235 | 340–480 | 25 |
| 355 | 490–630 | 22 |
Stanje ob dobavi po EN 10305-1
| Izraz | Simbol | Razlaga |
| Hladno obdelano/trdo (hladno obdelano, kot je vlečeno) | BK | Po zadnjem postopku hladnega oblikovanja ni toplotne obdelave. Cevi imajo zato le nizko deformabilnost. |
| Hladno obdelano/mehko (rahlo hladno obdelano) | BKW | Po zadnji toplotni obdelavi sledi lahka zaključna obdelava (hladno vlečenje). Z ustrezno naknadno obdelavo je mogoče cev hladno oblikovati (npr. upogibati, raztezati) v določenih mejah. |
| Žarjeno | GBK | Po končnem postopku hladnega oblikovanja se cevi žarijo v kontrolirani atmosferi ali pod vakuumom. |
| Normalizirano | NBK | Cevi se žarijo nad zgornjo točko transformacije v nadzorovani atmosferi ali pod vakuumom. |
Specifikacija visoko precizne svetle cevi
| Ime izdelka | Brezšivne jeklene cevi |
| Material | GR.B, ST52, ST35, ST42, ST45, X42, X46, X52, X56, X60, X65, X70, SS304, SS316 itd. |
| Velikost | Velikost 1/4" do 24" Zunanji premer 13,7 mm do 610 mm |
| Standardno | API5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ANSI A210-1996, ANSI B36.10M-2004, ASTM A1020-2002, ASTM A179-1990, BS 3059-2, DIN 17175, DIN 1630, DIN 2448, ASTM A106-2006, 10#-45#, A53-A369, A53(A,B), A106(B,C), A179-C,ST35-ST52 |
| Potrdila | API5L, ISO 9001:2008, SGS, BV, CCIC |
| Debelina stene | SCH10, SCH20, SCH30, STD, SCH40, SCH60, SCH80, SCH100 SCH120, SCH160, XS, XXS |
| Površinska obdelava | črna barva, lak, olje, pocinkano, protikorozijski premazi |
| Označevanje | Standardno označevanje ali po vaši zahtevi. Način označevanja: Bela barva v spreju |
| Konci cevi | Navaden konec pod 5 cm. 5 cm in več poševno. Plastični pokrovčki (majhen zunanji premer), železna zaščita (velik zunanji premer). |
| Dolžina cevi | 1. Enojna naključna dolžina in dvojna naključna dolžina. 2. SRL: 3M-5,8M DRL: 10-11,8M ali kot je zahtevala stranka 3. fiksna dolžina (5,8 m, 6 m, 12 m) |
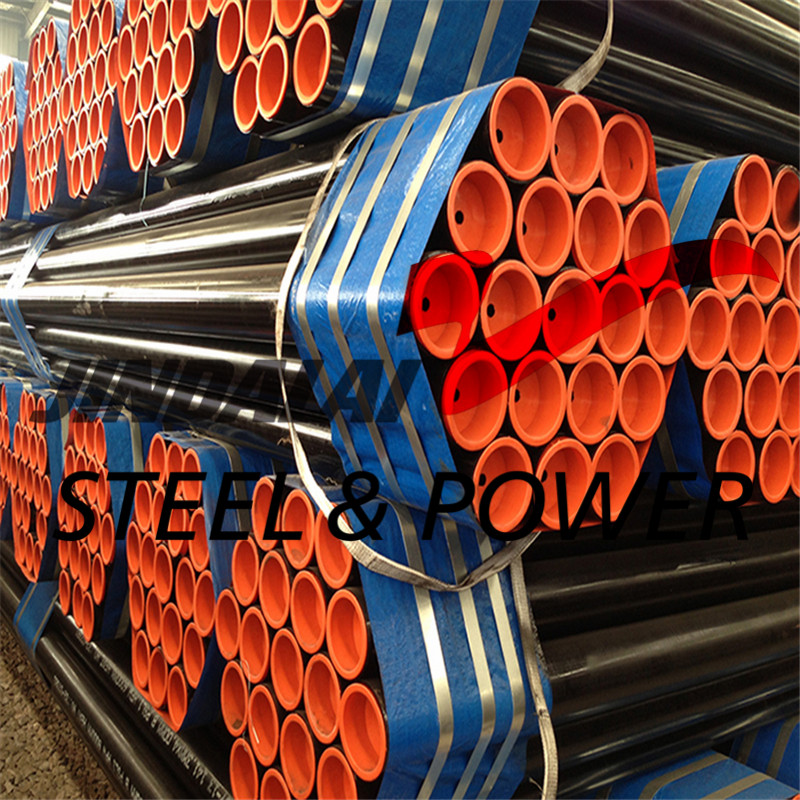
| Embalaža | Pakirano v ohlapni embalaži; Pakirano v snopih (največ 2 toni); cevi z dvema zankama na obeh koncih za lažje natovarjanje in praznjenje; Konec s plastičnimi pokrovčki; leseni zaboji. |
| Preizkus | Analiza kemijskih komponent, mehanske lastnosti, tehnične lastnosti, pregled zunanjih dimenzij, hidravlično preskušanje, rentgenski test. |
| Uporaba | Dovod tekočin; Strukturne cevi; Visokotlačne in nizkotlačne kotlovne cevi; Brezšivne jeklene cevi za krekiranje nafte; naftne cevi; plinske cevi. |
Podrobna risba


-
A106 GrB Brezšivne jeklene cevi za fugiranje pilotov
-
Cevi iz nerjavečega jekla A312 TP316L
-
API5L cev iz ogljikovega jekla / cev ERW
-
ASME SA192 kotlovske cevi/A192 brezšivne jeklene cevi
-
Brezšivne cevi iz nerjavečega jekla ASTM A312
-
ASTM A335 legirana jeklena cev 42CRMO
-
Jeklena cev ASTM A53 razreda A in B ERW cev
-
FBE cev/jeklena cev z epoksi premazom
-
Visoko precizna jeklena cev
-
Jeklena cev SSAW/spiralno varjena cev
-
Cevi iz nerjavečega jekla